Direct Metal Laser Sintering (DMLS) was developed jointly by Rapid Product Innovations (RPI) and EOS GmbH, starting in 1994, as the first commercial rapid prototyping method to produce metal parts in a single process. With DMLS, metal powder (20 micron diameter), free of binder or fluxing agent, is completely melted by the scanning of a high power laser beam to build the part with properties of the original material. Eliminating the polymer binder avoids the burn-off and infiltration steps, and produces a 95% dense steel part compared to roughly 70% density with Selective Laser Sintering (SLS). An additional benefit of the DMLS process compared to SLS is higher detail resolution due to the use of thinner layers, enabled by a smaller powder diameter. This capability allows for more intricate part shapes. Material options that are currently offered include alloy steel, stainless steel, tool steel, aluminum, bronze, cobalt-chrome, and titanium. In addition to functional prototypes, DMLS is often used to produce rapid tooling, medical implants, and aerospace parts for high heat applications.
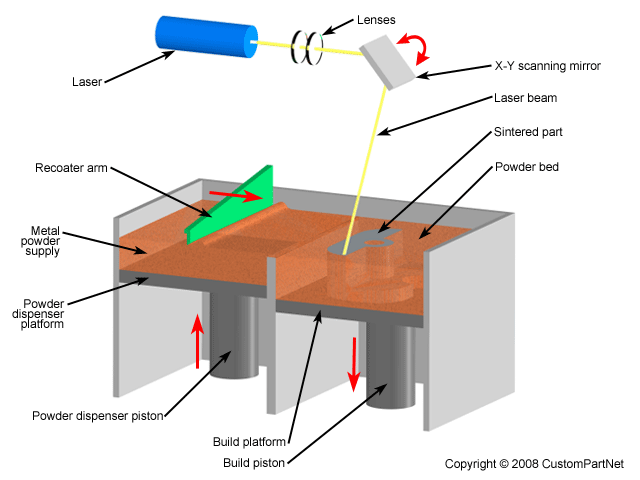
The DMLS process can be performed by two different methods, powder deposition and powder bed, which differ in the way each layer of powder is applied. In the powder deposition method, the metal powder is contained in a hopper that melts the powder and deposits a thin layer onto the build platform. In the powder bed method (shown below), the powder dispenser piston raises the powder supply and then a recoater arm distributes a layer of powder onto the powder bed. A laser then sinters the layer of powder metal. In both methods, after a layer is built the build piston lowers the build platform and the next layer of powder is applied. The powder deposition method offers the advantage of using more than one material, each in its own hopper. The powder bed method is limited to only one material but offers faster build speeds.

The DMLS process can be performed by two different methods, powder deposition and powder bed, which differ in the way each layer of powder is applied. In the powder deposition method, the metal powder is contained in a hopper that melts the powder and deposits a thin layer onto the build platform. In the powder bed method (shown below), the powder dispenser piston raises the powder supply and then a recoater arm distributes a layer of powder onto the powder bed. A laser then sinters the layer of powder metal. In both methods, after a layer is built the build piston lowers the build platform and the next layer of powder is applied. The powder deposition method offers the advantage of using more than one material, each in its own hopper. The powder bed method is limited to only one material but offers faster build speeds.

{kind=link}
No comments:
Post a Comment