Spinning, sometimes called spin forming, is a metal forming process used to form cylindrical parts by rotating a piece of sheet metal while forces are applied to one side. A sheet metal disc is rotated at high speeds while rollers press the sheet against a tool, called a mandrel, to form the shape of the desired part. Spun metal parts have a rotationally symmetric, hollow shape, such as a cylinder, cone, or hemisphere. Examples include cookware, hubcaps, satellite dishes, rocket nose cones, and musical instruments.
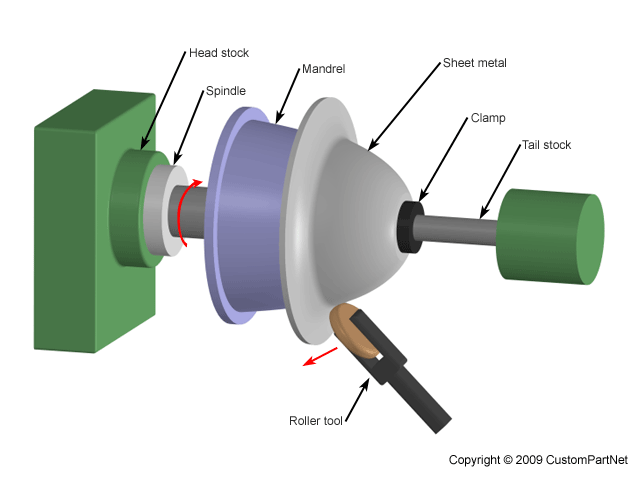
Spinning is typically performed on a manual or CNC lathe and requires a blank, mandrel, and roller tool. The blank is the disc-shaped piece of sheet metal that is pre-cut from sheet stock and will be formed into the part. The mandrel is a solid form of the internal shape of the part, against which the blank will be pressed. For more complex parts, such as those with reentrant surfaces, multi-piece mandrels can be used. Because the mandrel does not experience much wear in this process, it can be made from wood or plastic. However, high volume production typically utilizes a metal mandrel. The mandrel and blank are clamped together and secured between the headstock and tailstock of the lathe to be rotated at high speeds by the spindle. While the blank and mandrel rotate, force is applied to the sheet by a tool, causing the sheet to bend and form around the mandrel. The tool may make several passes to complete the shaping of the sheet. This tool is usually a roller wheel attached to a lever. Rollers are available in different diameters and thicknesses and are usually made from steel or brass. The rollers are inexpensive and experience little wear allowing for low volume production of parts.
Spinning is typically performed on a manual or CNC lathe and requires a blank, mandrel, and roller tool. The blank is the disc-shaped piece of sheet metal that is pre-cut from sheet stock and will be formed into the part. The mandrel is a solid form of the internal shape of the part, against which the blank will be pressed. For more complex parts, such as those with reentrant surfaces, multi-piece mandrels can be used. Because the mandrel does not experience much wear in this process, it can be made from wood or plastic. However, high volume production typically utilizes a metal mandrel. The mandrel and blank are clamped together and secured between the headstock and tailstock of the lathe to be rotated at high speeds by the spindle. While the blank and mandrel rotate, force is applied to the sheet by a tool, causing the sheet to bend and form around the mandrel. The tool may make several passes to complete the shaping of the sheet. This tool is usually a roller wheel attached to a lever. Rollers are available in different diameters and thicknesses and are usually made from steel or brass. The rollers are inexpensive and experience little wear allowing for low volume production of parts.

{kind=link}
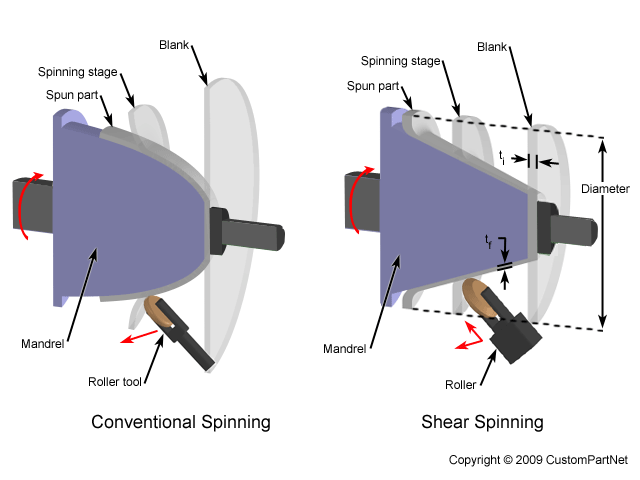
There are two distinct spinning methods, referred to as conventional spinning and shear spinning. In conventional spinning, the roller tool pushes against the blank until it conforms to the contour of the mandrel. The resulting spun part will have a diameter smaller than the blank, but will maintain a constant thickness. In shear spinning, the roller not only bends the blank against the mandrel, it also applies a downward force while it moves, stretching the material over the mandrel. By doing so, the outer diameter of the spun part will remain equal to the original blank diameter, but the thickness of the part walls will be thinner.

{kind=link}
No comments:
Post a Comment