Blanking is a cutting process in which a piece of sheet metal is removed from a larger piece of stock by applying a great enough shearing force. In this process, the piece removed, called the blank, is not scrap but rather the desired part. Blanking can be used to cutout parts in almost any 2D shape, but is most commonly used to cut workpieces with simple geometries that will be further shaped in subsequent processes. Often times multiple sheets are blanked in a single operation. Final parts that are produced using blanking include gears, jewelry, and watch or clock components. Blanked parts typically require secondary finishing to smooth out burrs along the bottom edge.
The blanking process requires a blanking press, sheet metal stock, blanking punch, and blanking die. The sheet metal stock is placed over the die in the blanking press. The die, instead of having a cavity, has a cutout in the shape of the desired part and must be custom made unless a standard shape is being formed. Above the sheet, resides the blanking punch which is a tool in the shape of the desired part. Both the die and punch are typically made from tool steel or carbide. The hydraulic press drives the punch downward at high speed into the sheet. A small clearance, typically 10-20% of the material thickness, exists between the punch and die. When the punch impacts the sheet, the metal in this clearance quickly bends and then fractures. The blank which has been sheared from the stock now falls freely into the gap in the die. This process is extremely fast, with some blanking presses capable of performing over 1000 strokes per minute.
The blanking process requires a blanking press, sheet metal stock, blanking punch, and blanking die. The sheet metal stock is placed over the die in the blanking press. The die, instead of having a cavity, has a cutout in the shape of the desired part and must be custom made unless a standard shape is being formed. Above the sheet, resides the blanking punch which is a tool in the shape of the desired part. Both the die and punch are typically made from tool steel or carbide. The hydraulic press drives the punch downward at high speed into the sheet. A small clearance, typically 10-20% of the material thickness, exists between the punch and die. When the punch impacts the sheet, the metal in this clearance quickly bends and then fractures. The blank which has been sheared from the stock now falls freely into the gap in the die. This process is extremely fast, with some blanking presses capable of performing over 1000 strokes per minute.
Blanking
Fine blanking
Fine blanking is a specialized type of blanking in which the blank is sheared from the sheet stock by applying 3 separate forces. This technique produces a part with better flatness, a smoother edge with minimal burrs, and tolerances as tight as ±0.0003. As a result, high quality parts can be blanked that do not require any secondary operations. However, the additional equipment and tooling does add to the initial cost and makes fine blanking better suited to high volume production. Parts made with fine blanking include automotive parts, electronic components, cutlery, and power tools.
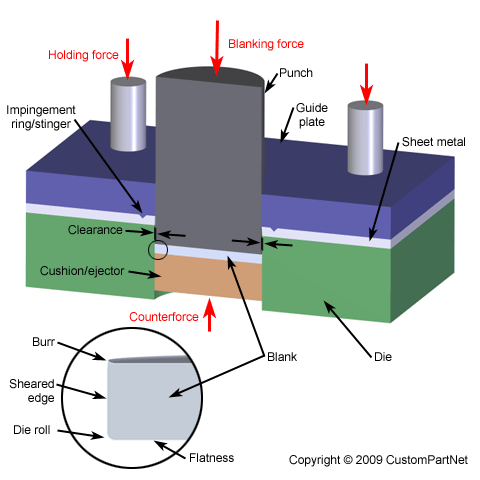
Most of the equipment and setup for fine blanking is similar to conventional blanking. The sheet stock is still placed over a blanking die inside a hydraulic press and a blanking punch will impact the sheet to remove the blank. As mentioned above, this is done by the application of 3 forces. The first is a downward holding force applied to the top of the sheet. A clamping system holds a guide plate tightly against the sheet and is held in place with an impingement ring, sometimes called a stinger, that surrounds the perimeter of the blanking location. The second force is applied underneath the sheet, directly opposite the punch, by a "cushion". This cushion provides a counterforce during the blanking process and later ejects the blank. These two forces reduce bending of the sheet and improve the flatness of the blank. The final force is provided by the blanking punch impacting the sheet and shearing the blank into the die opening. In fine blanking, the clearance between the punch and the die is smaller, around 0.001 inches, and the blanking is performed at slower speeds. As a result, instead of the material fracturing to free the blank, the blank flows and is extruded from the sheet, providing a smoother edge.
Fine blanking is a specialized type of blanking in which the blank is sheared from the sheet stock by applying 3 separate forces. This technique produces a part with better flatness, a smoother edge with minimal burrs, and tolerances as tight as ±0.0003. As a result, high quality parts can be blanked that do not require any secondary operations. However, the additional equipment and tooling does add to the initial cost and makes fine blanking better suited to high volume production. Parts made with fine blanking include automotive parts, electronic components, cutlery, and power tools.
Most of the equipment and setup for fine blanking is similar to conventional blanking. The sheet stock is still placed over a blanking die inside a hydraulic press and a blanking punch will impact the sheet to remove the blank. As mentioned above, this is done by the application of 3 forces. The first is a downward holding force applied to the top of the sheet. A clamping system holds a guide plate tightly against the sheet and is held in place with an impingement ring, sometimes called a stinger, that surrounds the perimeter of the blanking location. The second force is applied underneath the sheet, directly opposite the punch, by a "cushion". This cushion provides a counterforce during the blanking process and later ejects the blank. These two forces reduce bending of the sheet and improve the flatness of the blank. The final force is provided by the blanking punch impacting the sheet and shearing the blank into the die opening. In fine blanking, the clearance between the punch and the die is smaller, around 0.001 inches, and the blanking is performed at slower speeds. As a result, instead of the material fracturing to free the blank, the blank flows and is extruded from the sheet, providing a smoother edge.
{kind=link}
you have a nice blog.
ReplyDeleteThe MK Group has come a long way to become a quality and technology leader and one of the major manufacturer and supplier of Friction Material Products of .Fine Blank & Sheet Metal Components.
"Excellent explanation of the blanking process! It's fascinating to learn how fine blanking components are produced with such precision, achieving tolerances. This technique's ability to eliminate the need for secondary operations is particularly impressive. For industries requiring high-quality parts, understanding these processes is crucial. Thanks for sharing this insightful information!"
ReplyDelete