Punching is a cutting process in which material is removed from a piece of sheet metal by applying a great enough shearing force. Punching is very similar to blanking except that the removed material, called the slug, is scrap and leaves behind the desired internal feature in the sheet, such as a hole or slot. Punching can be used to produce holes and cutouts of various shapes and sizes. The most common punched holes are simple geometric shapes (circle, square, rectangle, etc.) or combinations thereof. The edges of these punched features will have some burrs from being sheared but are of fairly good quality. Secondary finishing operations are typically performed to attain smoother edges.
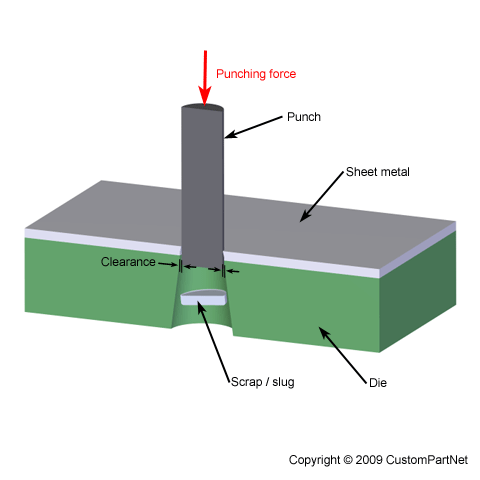
The punching process requires a punch press, sheet metal stock, punch, and die. The sheet metal stock is positioned between the punch and die inside the punch press. The die, located underneath the sheet, has a cutout in the shape of the desired feature. Above the sheet, the press holds the punch, which is a tool in the shape of the desired feature. Punches and dies of standard shapes are typically used, but custom tooling can be made for punching complex shapes. This tooling, whether standard or custom, is usually made from tool steel or carbide. The punch press drives the punch downward at high speed through the sheet and into the die below. There is a small clearance between the edge of the punch and the die, causing the material to quickly bend and fracture. The slug that is punched out of the sheet falls freely through the tapered opening in the die. This process can be performed on a manual punch press, but today computer numerical controlled (CNC) punch presses are most common. A CNC punch press can be hydraulically, pneumatically, or electrically powered and deliver around 600 punches per minute. Also, many CNC punch presses utilize a turret that can hold up to 100 different punches which are rotated into position when needed.
The punching process requires a punch press, sheet metal stock, punch, and die. The sheet metal stock is positioned between the punch and die inside the punch press. The die, located underneath the sheet, has a cutout in the shape of the desired feature. Above the sheet, the press holds the punch, which is a tool in the shape of the desired feature. Punches and dies of standard shapes are typically used, but custom tooling can be made for punching complex shapes. This tooling, whether standard or custom, is usually made from tool steel or carbide. The punch press drives the punch downward at high speed through the sheet and into the die below. There is a small clearance between the edge of the punch and the die, causing the material to quickly bend and fracture. The slug that is punched out of the sheet falls freely through the tapered opening in the die. This process can be performed on a manual punch press, but today computer numerical controlled (CNC) punch presses are most common. A CNC punch press can be hydraulically, pneumatically, or electrically powered and deliver around 600 punches per minute. Also, many CNC punch presses utilize a turret that can hold up to 100 different punches which are rotated into position when needed.

{kind=link}
A typical punching operation is one in which a cylindrical punch tool pierces the sheet metal, forming a single hole. However, a variety of operations are possible to form different features. These operations include the following:
|  |
|  |
|  |
|  |
|  |
|  |
|  |
|  |
|  |
|  |
|  |
|  |
No comments:
Post a Comment